




Процесс проверки продукции для алюминиевых головок блока цилиндров
Гарантия высокого качества от сырья до конечной упаковки
1. Входной контроль материалов
Анализ состава алюминиевого сплава
- Используйте спектрометры для анализа марки алюминиевого сплава (например, A356.2, AC4B)
- Проверка сертификатов материалов и прослеживаемость номеров партий печей
Проверка вспомогательных материалов
- Проверьте номера партий, внешний вид, качество высыхания и текучесть покрытий, песчаных стержней и кокильных масс.
2. Проверка после литья
Визуальный осмотр
- Проверка на наличие пористости, шлаковых включений, трещин, деформаций и холодных швов
- Проверить профиль и размерную полноту согласно чертежам.
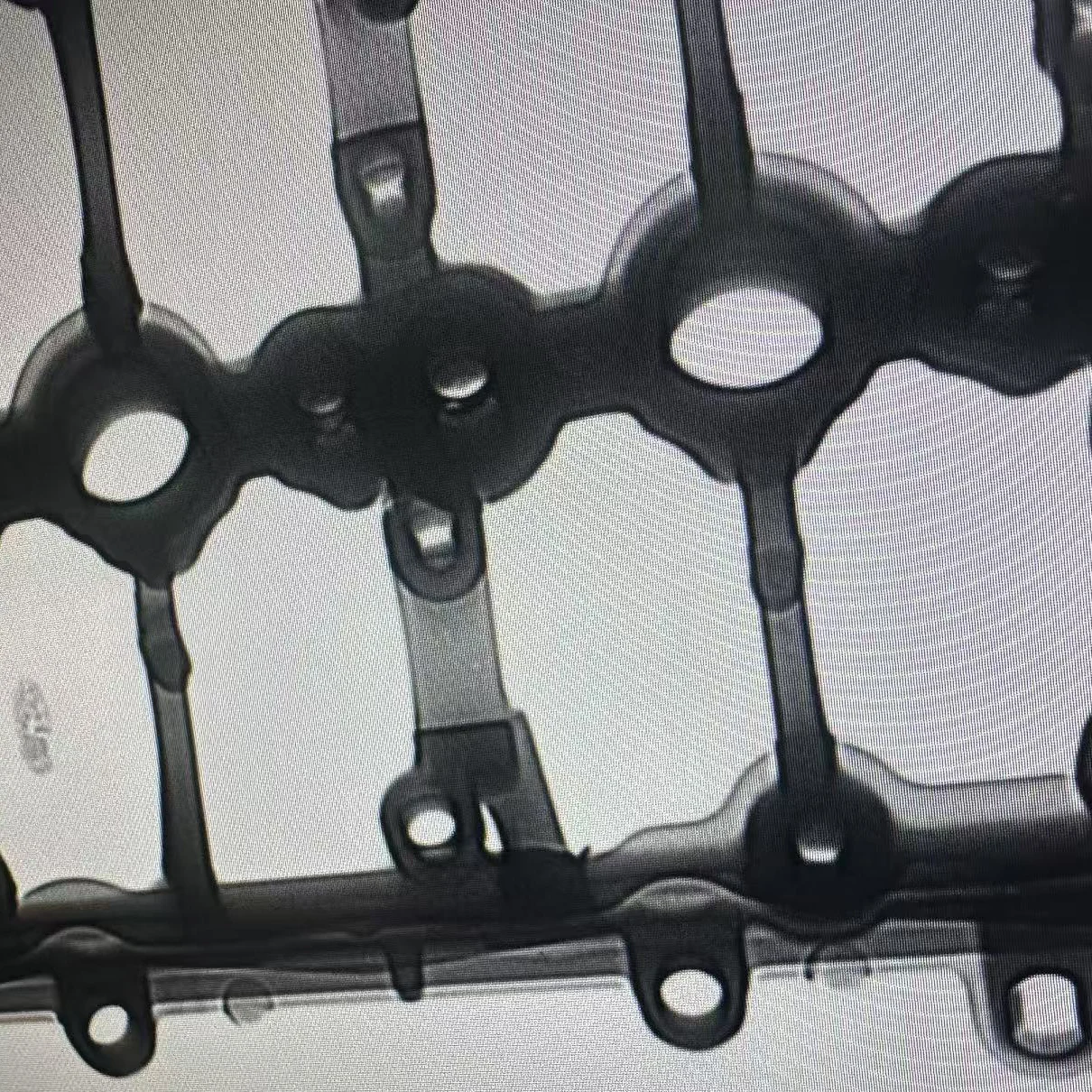
Рентгеновский контроль дефектов
- Проведение неразрушающего контроля (НК) на критических участках, таких как камеры сгорания, водопроводные и масляные каналы.
- Оценить внутренние дефекты, такие как усадочные раковины, песчаные раковины и включения
3. Контроль после обработки
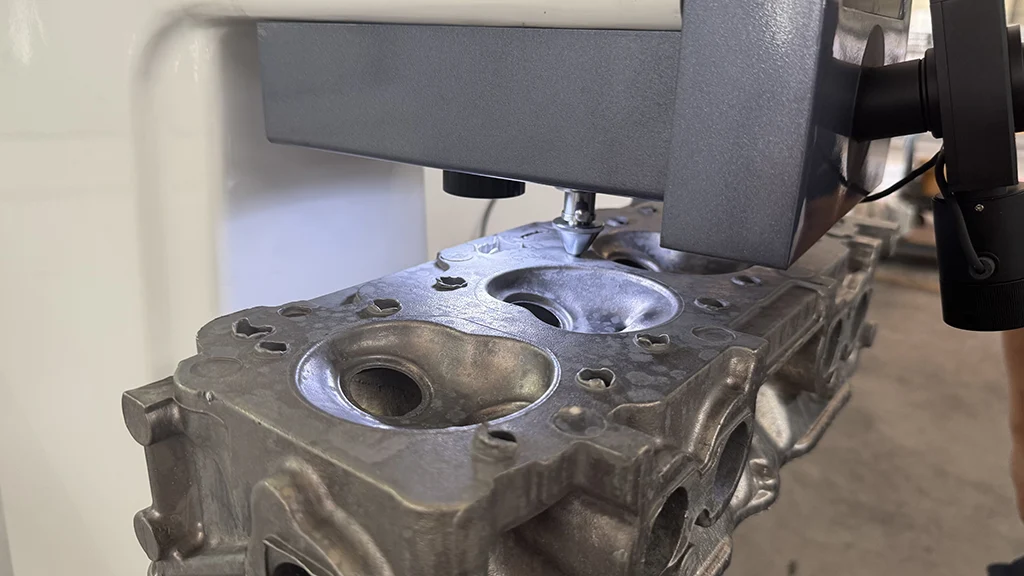
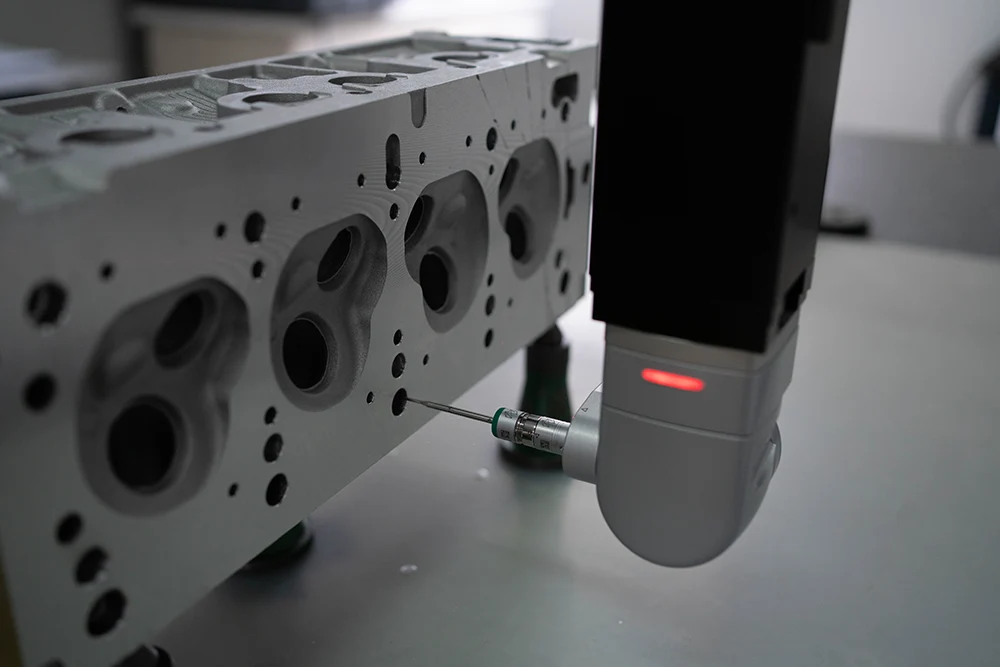
Размерная инспекция
- Используйте КИМ, штангенциркули и микрометры для проверки критических размеров.
- Проверьте отверстия направляющих клапанов, отверстия седел клапанов, шейки распределительного вала и плоскостность головки блока цилиндров.
Проверка резьбовых отверстий
- Проверьте резьбу с помощью калибров «проход/непроход»
- Обеспечить концентричность и целостность резьбы
Испытание на твердость
- Проведите испытания на твердость по Бринеллю или Роквеллу для подтверждения результатов термической обработки или естественного старения.
4. Испытание на герметичность и давление
Испытание водяной рубашки под давлением воздуха
- Подайте давление воздуха 0,5–1,0 МПа, удерживайте в течение 1 минуты и проверьте на наличие утечек или пузырьков.
Испытание под давлением масляного канала
- Моделируйте пути движения масла с помощью приспособлений, затем проведите испытания на удержание давления и герметичность
5. Окончательный внешний вид и проверка чистоты
Проверка чистоты
- Осмотрите отливку на наличие остатков металлической стружки или песка.
- Используйте эндоскопы или приборы для анализа чистоты для обнаружения загрязнений.
Подтверждение обработки поверхности
- Проверка качества удаления заусенцев, пескоструйной обработки, пассивации и покрытия
- Проверьте наличие маркировки, номера партии и антикоррозийной защиты.
6. Окончательная предупаковочная инспекция
- Проверьте модель продукта, номер партии и комплектность аксессуаров в соответствии со стандартами отгрузки.
- Проверьте прослеживаемость с помощью QR-кодов, лазерной маркировки или серийных номеров.
- Убедитесь, что упаковочные материалы чистые, устойчивы к давлению и влагонепроницаемы.
- Перед отправкой необходимо предоставить сертификаты соответствия и упаковочный лист.
Замечания
- Один образец из каждой партии следует сохранить для прослеживаемости.
- Записи проверок должны храниться в архиве не менее трех лет.
- Индивидуальные планы испытаний доступны по запросу клиента
Тестирование сборки изделия и дорожные испытания
1. Процедура испытания головки блока цилиндров
Предварительная проверка компонентов
- Проверьте клапаны, направляющие клапанов, седла клапанов, пружины, сальники, распределительный вал и втулки.
- Подтверждение сертификатов материалов и отчетов об испытаниях на твердость
- Обеспечить точность размеров согласно техническим чертежам
Точная сборка
- Установка клапанной группы (клапан, пружина, фиксатор, замки)
- Тщательно запрессуйте маслосъемные колпачки, чтобы избежать повреждений.
- Вставьте направляющие втулки клапанов и проверьте зазор (0,02–0,05 мм)
- Проведите испытание герметичности клапана (например, испытание на утечку керосина или испытание на вакуум)
- Соберите распределительный вал и крышки подшипников, затяните болты в соответствии с моментом затяжки и последовательностью, указанной в спецификациях.
- При необходимости отрегулируйте зазор клапана.
Тест динамической функции
- Поверните распределительный вал вручную, чтобы обеспечить плавность движения.
- Проверьте фазы газораспределения и возвратную пружину.
- Провести испытание под давлением:
- Испытание давлением воздуха
- Испытание под давлением масляного канала
- Проведите испытание на герметичность под вакуумом или давлением на собранной головке
2. Процедура дорожного испытания головки блока цилиндров (для агрегатов вторичного рынка)
Пробная установка и проверка холодного запуска
- Установите головку блока цилиндров на двигатель, соблюдая последовательность затяжки и спецификации OEM.
- Залейте охлаждающую жидкость и моторное масло
- Запустите холодный двигатель, проверьте на наличие утечек, необычных шумов и устойчивость холостого хода.
Тест прогрева (на холостом ходу и под нагрузкой)
- Доведите двигатель до рабочей температуры (90-95°C)
- Испытание на холостом ходу и повышенных оборотах
- Монитор:
- Шум клапана
- Поведение зазора клапана
- Давление масла и температура охлаждающей жидкости
- Если через 20–30 минут никаких отклонений не обнаружено, приступайте к дорожному тесту.
Тест на симуляцию дорожного движения
Рекомендуемая продолжительность: 500–3000 км (в зависимости от масштаба проекта)
- Условия вождения:
- Городское вождение: движение с частыми остановками, простои
- Движение по шоссе: постоянная скорость при более высоких оборотах
- Подъемные участки/высокие нагрузки: проверка устойчивости камеры сгорания к температуре
- Быстрое ускорение/замедление: проверка подачи масла, реакции пружины клапана
- Точки мониторинга:
- Уровни охлаждающей жидкости и масла
- Выбросы дыма (белый = охлаждающая жидкость, черный = топливо, синий = масло)
- Необычные звуки двигателя
- Перегрев или скачки температуры
- Проверьте индикаторы двигателя или показания OBD
Разборка и анализ после испытания
- Снимите головку блока цилиндров и осмотрите:
- Состояние клапана и седла (подгорание, деформация)
- Износ направляющей клапана
- Впечатления от прокладок и эффективность герметизации
- Плоскость основания головы
- Любые признаки трещин, коррозии или утечки масла/воды