




Processo de inspeção de produtos para cabeçotes de cilindro de alumínio
Garantia de alta qualidade da matéria-prima à embalagem final
1. Inspeção de materiais recebidos
Análise da composição da liga de alumínio
- Use espectrômetros para analisar o grau da liga de alumínio (por exemplo, A356.2, AC4B)
- Verifique os certificados de materiais e a rastreabilidade dos números de lote do forno
Inspeção de Material Auxiliar
- Verifique os números de lote, a aparência, a qualidade da secagem e a fluidez dos revestimentos, núcleos de areia e resfriados
2. Inspeção pós-fundição
Inspeção Visual
- Verifique se há porosidade, inclusão de escória, rachaduras, deformações e fechamentos a frio
- Verifique o perfil e a integridade dimensional de acordo com os desenhos
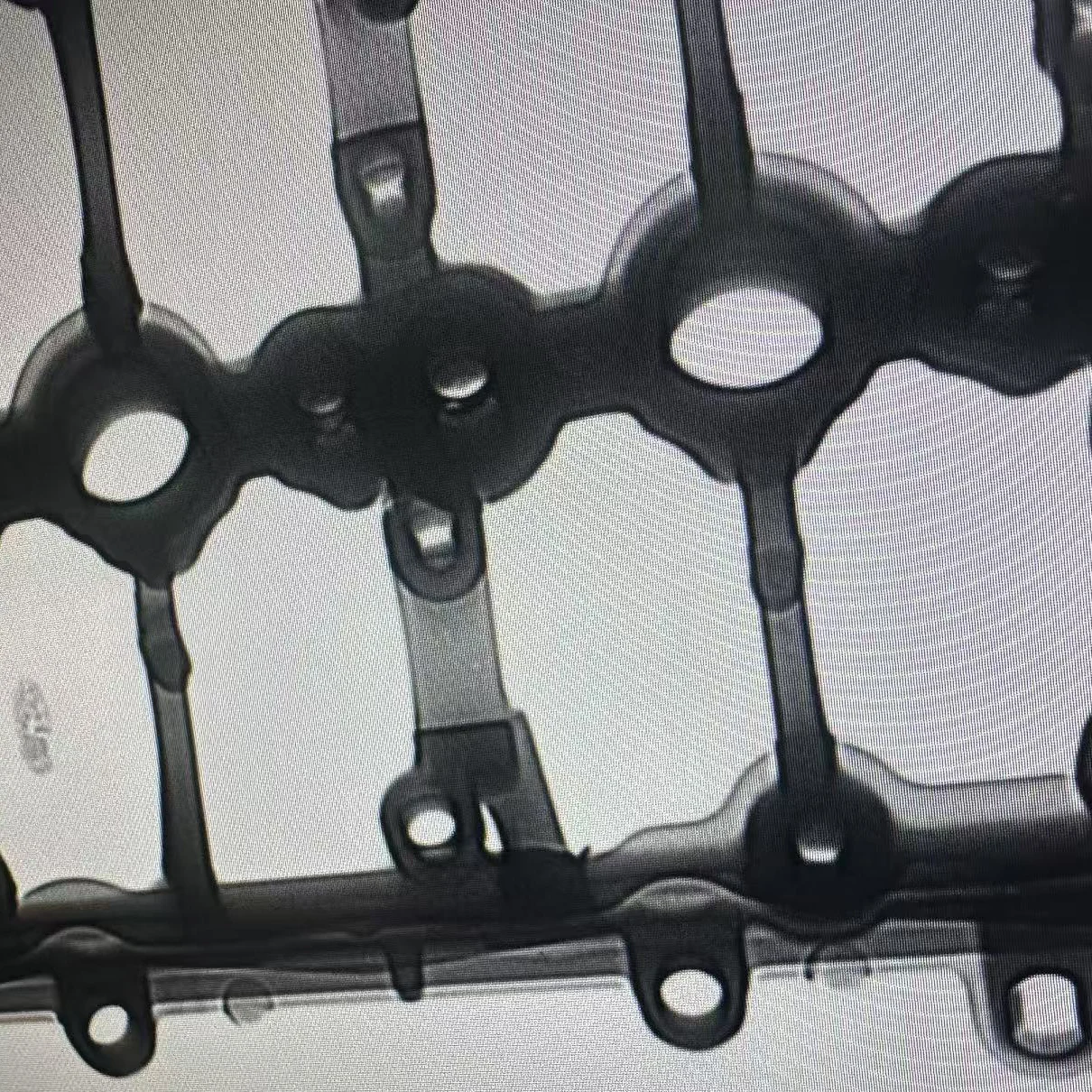
Teste de defeitos de raio-X
- Realizar testes não destrutivos (END) em áreas críticas, como câmaras de combustão, passagens de água e óleo
- Avaliar defeitos internos, como cavidades de retração, buracos de areia e inclusões
3. Inspeção pós-usinagem
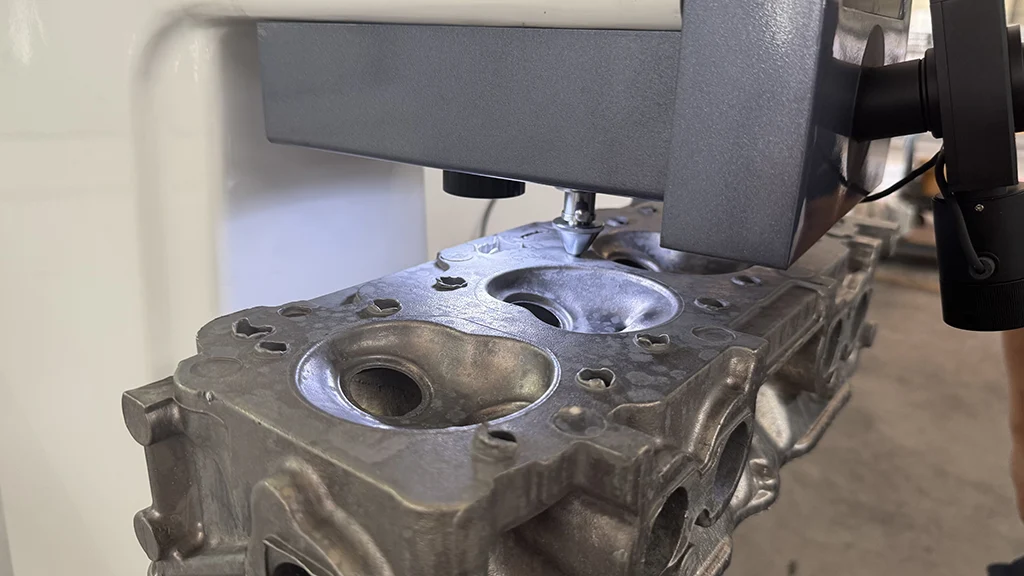
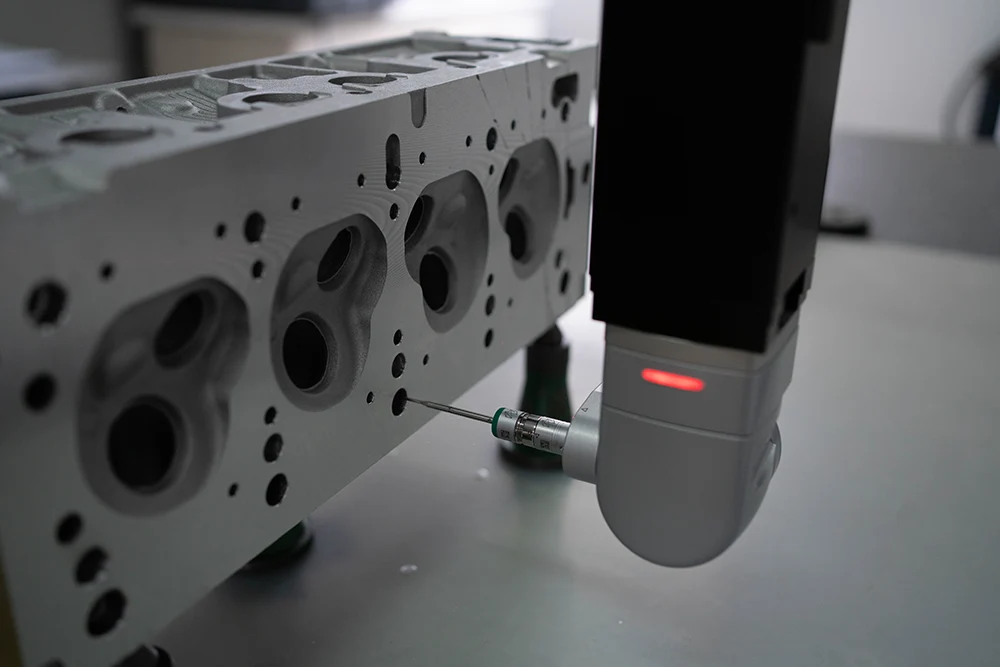
Inspeção dimensional
- Use CMM, paquímetros e micrômetros para verificar dimensões críticas
- Inspecione os furos das guias das válvulas, os furos dos assentos das válvulas, os munhões do eixo de comando e a planura da cabeça
Inspeção de furos roscados
- Verifique as roscas com medidores de passagem/reprovação
- Garantir a concentricidade e a integridade da rosca
Teste de dureza
- Realizar testes de dureza Brinell ou Rockwell para confirmar os resultados do tratamento térmico ou do envelhecimento natural
4. Teste de vazamento e pressão
Teste de pressão de ar da camisa d'água
- Injete 0,5-1,0 MPa de pressão de ar, segure por 1 minuto e verifique se há vazamentos ou bolhas
Teste de pressão de passagem de óleo
- Simule caminhos de óleo usando acessórios e, em seguida, realize testes de retenção de pressão e vedação
5. Inspeção de aparência final e limpeza
Verificação de limpeza
- Inspecione se há resíduos de lascas de metal ou areia dentro da peça fundida
- Use endoscópios ou dispositivos de análise de limpeza para detectar contaminação
Confirmação de Tratamento de Superfície
- Verifique a rebarbação, o jato de areia, a passivação e a qualidade do revestimento
- Verifique se a etiquetagem, o número do lote e a proteção antiferrugem estão em vigor
6. Inspeção final de pré-embalagem
- Inspecione o modelo do produto, o número do lote e a integridade dos acessórios de acordo com os padrões de envio
- Verifique a rastreabilidade por meio de códigos QR, marcação a laser ou números de série
- Garantir que os materiais de embalagem estejam limpos, resistentes à pressão e à umidade
- Incluir certificados de conformidade e lista de embalagem antes do envio
Observações
- Uma amostra de cada lote deve ser retida para rastreabilidade
- Os registros de inspeção devem ser arquivados por no mínimo três anos
- Planos de teste personalizados disponíveis mediante solicitação do cliente
Testes de montagem de produtos e testes em estrada
1. Procedimento de teste do conjunto do cabeçote do cilindro
Pré-inspeção de componentes
- Inspecionar válvulas, guias de válvulas, assentos de válvulas, molas, retentores de óleo, eixo de comando e buchas
- Confirmar certificados de materiais e relatórios de testes de dureza
- Garantir a precisão dimensional conforme desenhos técnicos
Montagem de precisão
- Instalar grupo de válvulas (válvula, mola, retentor, travas)
- Encaixe cuidadosamente as vedações da haste da válvula para evitar danos
- Insira as guias de válvula e verifique a folga (g., 0,02-0,05 mm)
- Realizar teste de vedação da válvula (por exemplo, teste de vazamento de querosene ou teste de vácuo)
- Monte o eixo de comando e as tampas dos mancais, aperte os parafusos de acordo com as especificações de torque e sequência
- Ajuste a folga da válvula, se aplicável
Teste de Função Dinâmica
- Gire o eixo de comando manualmente para garantir um movimento suave
- Verifique o sincronismo da válvula e o retorno da mola
- Realizar testes de pressão:
- Teste de pressão de ar
- Teste de pressão de passagem de óleo
- Execute um teste de vazamento de vácuo ou pressão no cabeçote montado
2. Procedimento de teste de cabeçote de cilindro em estrada (para unidades de reposição)
Instalação de teste e verificação de partida a frio
- Instalar o conjunto do cabeçote do cilindro no motor usando a sequência de torque e as especificações do OEM
- Encha o líquido de arrefecimento e o óleo do motor
- Dê partida no motor frio, observe se há ruídos estranhos, ruídos anormais e estabilidade em marcha lenta
Teste de aquecimento (marcha lenta e carga)
- Leve o motor à temperatura de operação (90-95°C)
- Teste em marcha lenta e RPMs aumentados
- Monitor:
- Ruído de válvula
- Comportamento da folga da válvula
- Pressão do óleo e temperatura do líquido de arrefecimento
- Se não houver anomalias após 20-30 minutos, prossiga para o teste de estrada
Teste de Simulação de Estrada
Duração recomendada: 500-3.000 km (dependendo do escopo do projeto)
- Condições de condução:
- Condução urbana: trânsito lento, tempo de marcha lenta
- Condução em rodovias: velocidade constante em RPM mais alto
- Segmentos de subida/carga alta: teste de resiliência à temperatura da câmara de combustão
- Aceleração/desaceleração rápida: teste de fornecimento de óleo, resposta da mola da válvula
- Pontos de monitoramento:
- Níveis de refrigerante e óleo
- Emissões de fumaça (branco = líquido de arrefecimento, preto = combustível, azul = óleo)
- Sons incomuns do motor
- Superaquecimento ou picos de temperatura
- Verifique as luzes do motor ou as leituras do OBD
Desmontagem e análise pós-teste
- Remova o cabeçote do cilindro e inspecione:
- Condição da válvula e do assento (queima, deformação)
- Desgaste da guia da válvula
- Impressões de juntas e eficácia de vedação
- Planicidade da base da cabeça
- Quaisquer sinais de rachaduras, corrosão ou vazamento de óleo/água