




Proceso de inspección de productos para culatas de aluminio
Garantía de alta calidad desde la materia prima hasta el embalaje final
1. Inspección del material entrante
Análisis de la composición de la aleación de aluminio
- Utilice espectrómetros para analizar el grado de aleación de aluminio (por ejemplo, A356.2, AC4B)
- Verificar los certificados de materiales y la trazabilidad de los números de lote de los hornos
Inspección de material auxiliar
- Verifique los números de lote, la apariencia, la calidad del secado y la fluidez de los recubrimientos, los núcleos de arena y los enfriadores.
2. Inspección posterior a la fundición
Inspección visual
- Verifique si hay porosidad, inclusión de escoria, grietas, deformación y cierres fríos.
- Verificar el perfil y la integridad dimensional según los planos.
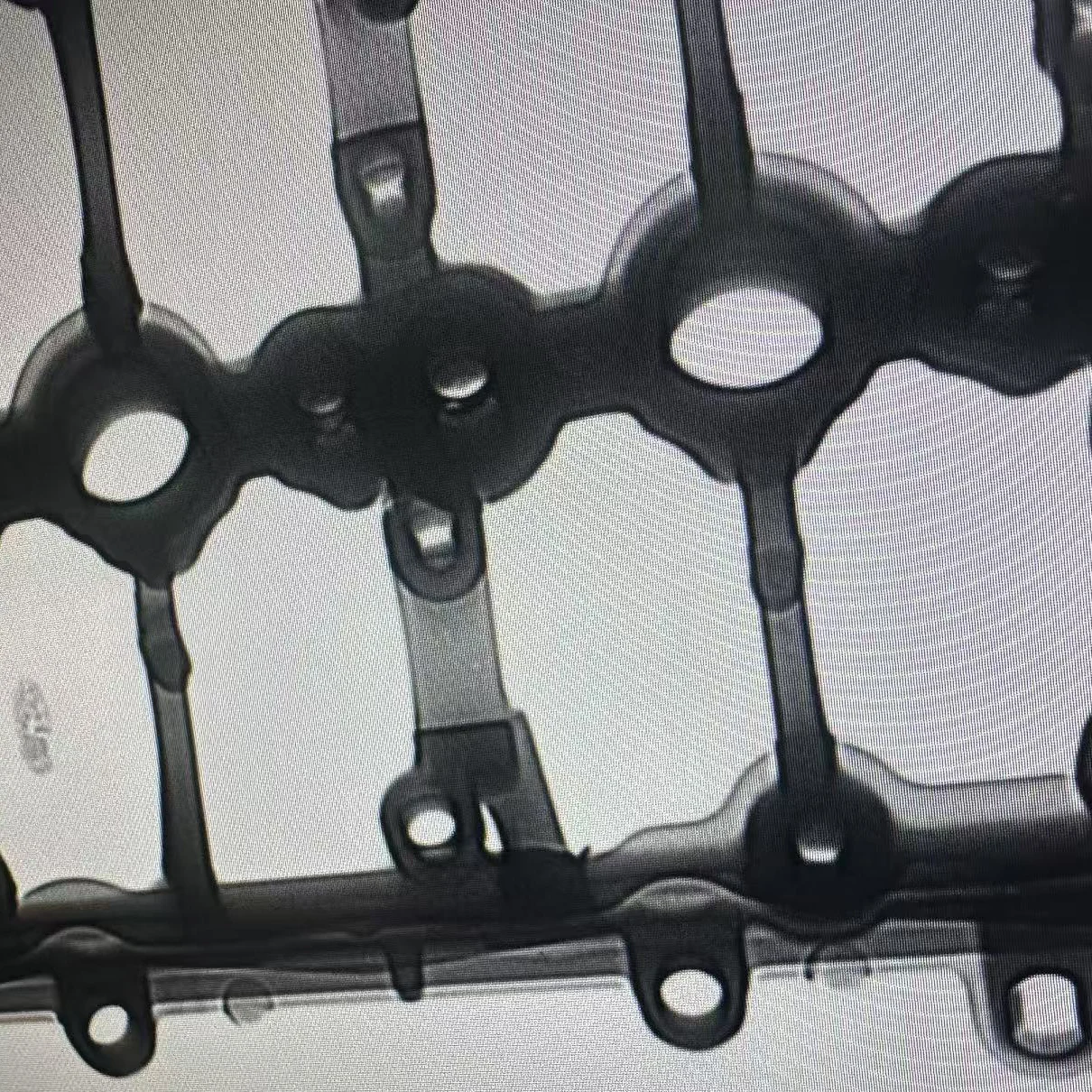
Prueba de defectos por rayos X
- Realizar pruebas no destructivas (END) en áreas críticas como cámaras de combustión, conductos de agua y aceite.
- Evaluar defectos internos como cavidades de contracción, agujeros de arena e inclusiones.
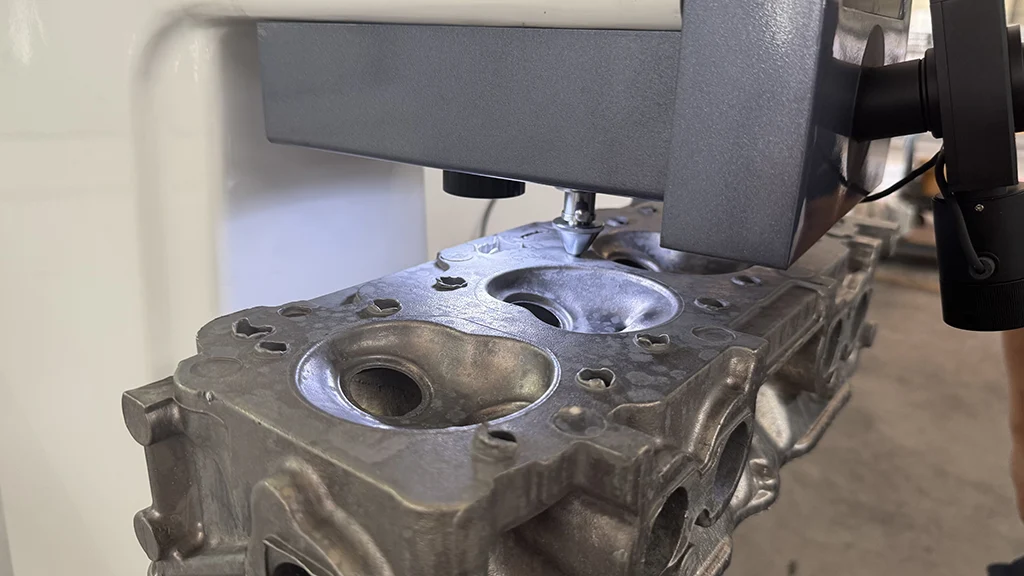
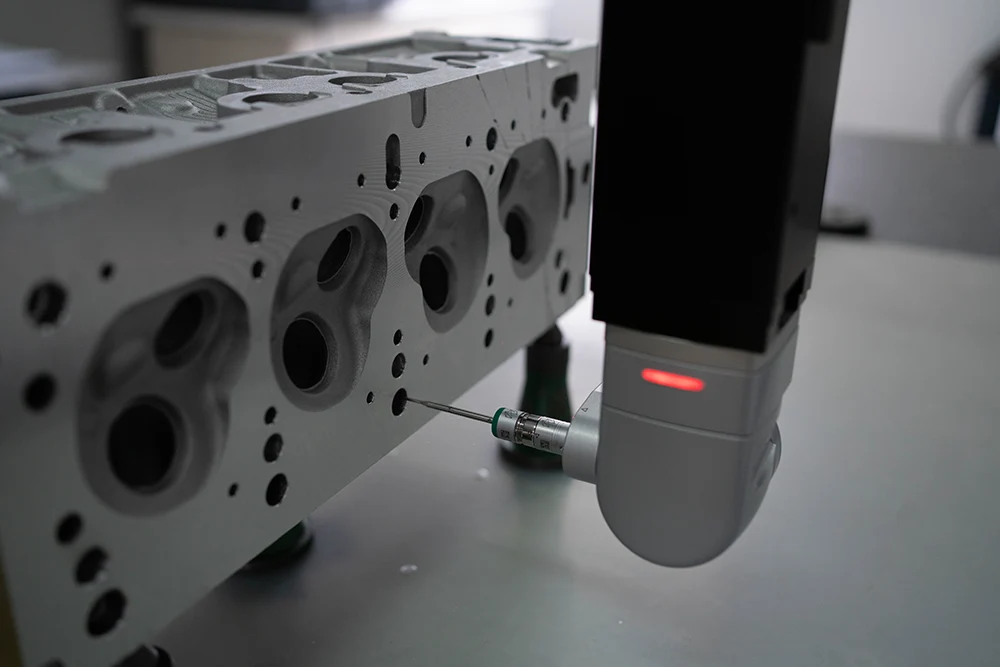
3. Inspección posterior al mecanizado
Inspección dimensional
- Utilice CMM, calibradores y micrómetros para comprobar dimensiones críticas
- Inspeccione los orificios de las guías de las válvulas, los orificios de los asientos de las válvulas, los muñones del árbol de levas y la planitud de la culata.
Inspección del orificio de la rosca
- Verifique las roscas con medidores de paso/no paso
- Garantizar la concentricidad y la integridad de la rosca.
Prueba de dureza
- Realice pruebas de dureza Brinell o Rockwell para confirmar los resultados del tratamiento térmico o del envejecimiento natural.
4. Prueba de fugas y presión
Prueba de presión de aire de la camisa de agua
- Inyecte 0,5-1,0 MPa de presión de aire, mantenga la presión durante 1 minuto y verifique si hay fugas o burbujas.
Prueba de presión del paso de aceite
- Simular vías de aceite utilizando accesorios, luego realizar pruebas de sellado y mantenimiento de presión
5. Inspección final de apariencia y limpieza
Comprobación de limpieza
- Inspeccione si hay virutas de metal residuales o arena dentro de la pieza fundida.
- Utilice endoscopios o dispositivos de análisis de limpieza para detectar contaminación.
Confirmación del tratamiento de superficie
- Verificar la calidad del desbarbado, arenado, pasivación y recubrimiento.
- Verifique que el etiquetado, el número de lote y la protección antioxidante estén en su lugar.
6. Inspección final previa al envasado
- Inspeccione el modelo del producto, el número de lote y la integridad de los accesorios según los estándares de envío.
- Verificar la trazabilidad mediante códigos QR, marcado láser o números de serie
- Asegúrese de que los materiales de embalaje estén limpios, sean resistentes a la presión y a la humedad.
- Incluya certificados de conformidad y lista de embalaje antes del envío.
Observaciones
- Se debe conservar una muestra de cada lote para fines de trazabilidad.
- Los registros de inspección deben archivarse durante no menos de tres años.
- Planes de prueba personalizados disponibles a solicitud del cliente
Pruebas de ensamblaje de productos y pruebas en carretera
1. Procedimiento de prueba del conjunto de culata
Preinspección de componentes
- Inspeccionar válvulas, guías de válvulas, asientos de válvulas, resortes, sellos de aceite, árbol de levas y bujes.
- Confirmar certificados de materiales e informes de pruebas de dureza.
- Garantizar la precisión dimensional según los dibujos técnicos.
Ensamblaje de precisión
- Instalar el grupo de válvulas (válvula, resorte, retenedor, cerraduras)
- Ajuste a presión los sellos del vástago de la válvula con cuidado para evitar daños.
- Inserte las guías de las válvulas y verifique la holgura (por ejemplo, 0,02-0,05 mm)
- Realizar una prueba de sellado de la válvula (por ejemplo, prueba de fugas de queroseno o prueba de vacío)
- Ensamble el árbol de levas y las tapas de los cojinetes, apriete los pernos según las especificaciones de torque y secuencia.
- Ajuste la holgura de la válvula si corresponde
Prueba de función dinámica
- Gire el árbol de levas manualmente para garantizar un movimiento suave.
- Verifique la sincronización de la válvula y el retorno del resorte
- Realizar pruebas de presión:
- Prueba de presión de aire
- Prueba de presión del paso de aceite
- Ejecute una prueba de fugas de vacío o presión en el cabezal ensamblado
2. Procedimiento de prueba de carretera de la culata (para unidades de posventa)
Instalación de prueba y verificación de arranque en frío
- Instale el conjunto de la culata en el motor utilizando la secuencia de torsión y las especificaciones del fabricante original (OEM).
- Llene el refrigerante y el aceite del motor
- Arranque el motor en frío, observe si hay fallas, ruidos anormales y estabilidad en ralentí.
Prueba de calentamiento (en ralentí y con carga)
- Poner el motor a temperatura de funcionamiento (90-95 °C)
- Prueba en ralentí y con RPM aumentadas
- Monitor:
- Ruido de válvulas
- Comportamiento del juego de válvulas
- Presión de aceite y temperatura del refrigerante
- Si no hay anomalías después de 20-30 minutos, proceda a la prueba de carretera.
Prueba de simulación de carretera
Duración recomendada: 500-3.000 km (dependiendo del alcance del proyecto)
- Condiciones de conducción:
- Conducción urbana: Tráfico intermitente, tiempo de inactividad
- Conducción en carretera: velocidad constante a mayores RPM
- Segmentos de subida/alta carga: prueba de resiliencia de la temperatura de la cámara de combustión
- Aceleración/desaceleración rápida: Pruebe el suministro de aceite y la respuesta del resorte de la válvula.
- Puntos de monitoreo:
- Niveles de refrigerante y aceite
- Emisiones de humo (blanco = refrigerante, negro = combustible, azul = aceite)
- Sonidos de motor inusuales
- Sobrecalentamiento o picos de temperatura
- Luces de verificación del motor o lecturas OBD
Desmontaje y análisis posterior a la prueba
- Retire la culata e inspeccione:
- Estado de la válvula y del asiento (quemaduras, deformación)
- Desgaste de la guía de válvulas
- Impresiones de juntas y eficacia del sellado
- Planitud de la base de la cabeza
- Cualquier signo de grietas, corrosión o fugas de aceite o agua.